
точность обработки
Точность обработки - это степень соответствия фактических размеров и формы детали заданным значениям. Высокая точность обработки обеспечивает надежную работу механизмов и оборудования, снижает износ и повышает их долговечность. Основные факторы, влияющие на точность обработки - это характеристики оборудования, квалификация персонала и качество используемых материалов.
Основные аспекты точности обработки
Определение точности обработки
Точность обработки - это комплексный показатель, который включает в себя несколько составляющих:
- Точность размеров: Соответствие фактических размеров детали заданным значениям в чертежах и технических условиях.
- Точность формы: Соответствие фактической формы детали заданной (например, округлость, плоскостность, прямолинейность).
- Точность расположения: Соответствие взаимного расположения поверхностей детали заданному (например, параллельность, перпендикулярность, соосность).
- Шероховатость поверхности: Характеристика микрогеометрии поверхности, влияющая на трение, износ и адгезию.
Факторы, влияющие на точность обработки
Точность обработки зависит от множества факторов, которые можно разделить на несколько групп:
- Оборудование: Тип и состояние станка, его жесткость, точность позиционирования, вибрации.
- Инструмент: Тип и состояние режущего инструмента, его заточка, материал.
- Материал заготовки: Свойства материала, его твердость, структура, склонность к деформации.
- Технологический процесс: Выбор режимов резания, последовательность операций, применение смазочно-охлаждающих жидкостей (СОЖ).
- Квалификация персонала: Опыт и навыки оператора станка, его умение настраивать оборудование и контролировать процесс обработки.
- Окружающая среда: Температура, влажность, вибрации в цехе.
Методы повышения точности обработки
Для повышения точности обработки необходимо комплексно подходить к решению задачи, учитывая все влияющие факторы. Вот несколько основных методов:
- Использование высокоточного оборудования: Станки с ЧПУ (числовым программным управлением) обеспечивают высокую точность позиционирования и повторяемость.
- Применение качественного инструмента: Использование износостойких и твердых сплавов, оптимизация геометрии режущей кромки.
- Оптимизация технологического процесса: Выбор оптимальных режимов резания, минимизация деформаций заготовки.
- Контроль качества на каждом этапе: Использование измерительных инструментов и методов контроля для выявления отклонений и своевременной корректировки.
- Обучение персонала: Повышение квалификации операторов станков, обучение современным методам обработки и контроля.
- Термостабилизация оборудования и рабочей зоны: Поддержание постоянной температуры для минимизации температурных деформаций.
Применение точности обработки в различных отраслях
Машиностроение
В машиностроении точность обработки играет критическую роль в обеспечении надежной работы двигателей, трансмиссий, насосов и других сложных механизмов. Например, при изготовлении цилиндров двигателей внутреннего сгорания требуется высокая точность обработки для обеспечения герметичности и минимального износа поршневых колец.
Авиационная промышленность
В авиационной промышленности точность обработки является одним из ключевых факторов, обеспечивающих безопасность полетов. Детали самолетов, такие как лопатки турбин, элементы шасси и системы управления, изготавливаются с высочайшей точностью. Компания Zibo Hengding Fan Co., как производитель вентиляционного оборудования, также стремится к высокой точности в производстве компонентов для авиационных систем, обеспечивая надежность и долговечность оборудования. Подробнее о нашем производстве вентиляторов можно узнать на сайте.
Медицинская промышленность
В медицинской промышленности точность обработки необходима при изготовлении имплантатов, хирургических инструментов и диагностического оборудования. Например, при изготовлении зубных имплантатов требуется высокая точность обработки для обеспечения надежной фиксации и биосовместимости.
Электронная промышленность
В электронной промышленности точность обработки используется при изготовлении микросхем, печатных плат и других электронных компонентов. Миниатюризация электронных устройств требует высокой точности обработки для обеспечения правильной работы и надежности.
Контроль точности обработки
Измерительные инструменты
Для контроля точности обработки используются различные измерительные инструменты:
- Штангенциркули: Для измерения линейных размеров с точностью до 0.01 мм.
- Микрометры: Для измерения линейных размеров с точностью до 0.001 мм.
- Индикаторы часового типа: Для измерения отклонений формы и расположения поверхностей.
- Координатно-измерительные машины (КИМ): Для точного измерения геометрических параметров деталей в трехмерном пространстве.
- Профилометры: Для измерения шероховатости поверхности.
Методы контроля
Существуют различные методы контроля точности обработки:
- Визуальный контроль: Осмотр детали на наличие дефектов и отклонений.
- Контроль с помощью шаблонов и калибров: Проверка соответствия размеров и формы детали заданным значениям.
- Измерительный контроль: Использование измерительных инструментов для определения фактических размеров и формы детали.
- Статистический контроль процесса (SPC): Анализ данных измерений для выявления отклонений и своевременной корректировки процесса обработки.
Классы точности обработки
В машиностроении установлены классы точности обработки, определяющие допустимые отклонения размеров, формы и расположения поверхностей. Чем выше класс точности обработки, тем меньше допустимые отклонения и, соответственно, выше требования к оборудованию, инструменту и квалификации персонала.
Классы точности обработки устанавливаются стандартами, такими как ГОСТ 25346-89 'Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Общие положения.'
| Класс точности | Допустимые отклонения | Применение |
|---|---|---|
| IT01 | До 0.001 мм | Прецизионные детали, эталоны |
| IT1 | 0.001 - 0.0025 мм | Высокоточные детали механизмов |
| IT6 | 0.014 - 0.036 мм | Детали общего назначения |
| IT16 | 1.4 - 3.6 мм | Грубые детали, литье |
Источник данных: ГОСТ 25346-89
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Шахтный взрывозащищённый вентилятор: Передовое решение для безопасной и стабильной вентиляции в подземных условиях
Шахтный взрывозащищённый вентилятор: Передовое решение для безопасной и стабильной вентиляции в подземных условиях -
 САНДВИК TH430
САНДВИК TH430 -
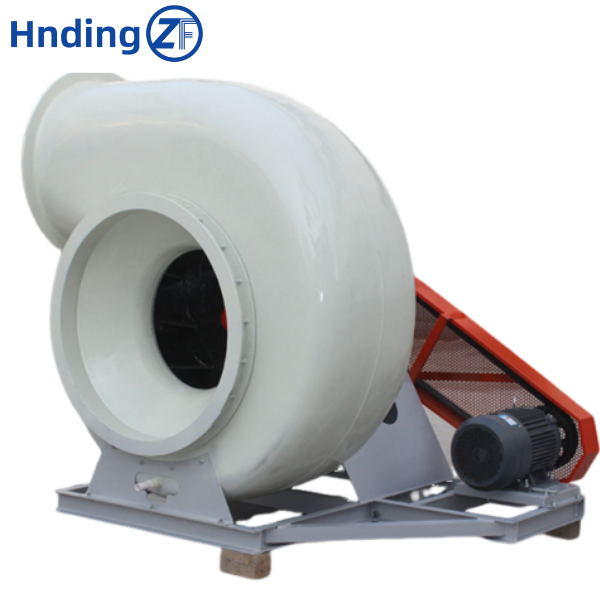 Промышленный центробежный вентилятор из пластика для агрессивных сред
Промышленный центробежный вентилятор из пластика для агрессивных сред -
 Переносной вентилятор: Надежное и удобное решение для охлаждения и вентиляции в любых условиях
Переносной вентилятор: Надежное и удобное решение для охлаждения и вентиляции в любых условиях -
 HTF Высокотемпературный осевой вентилятор,вентилятор вытяжной промышленный — энергоэффективный, необходим для пожарной вентиляции, подходит для современных гражданских и промышленных объектов
HTF Высокотемпературный осевой вентилятор,вентилятор вытяжной промышленный — энергоэффективный, необходим для пожарной вентиляции, подходит для современных гражданских и промышленных объектов -
 Электрическая бабочка: Идеальное решение для управления воздушными потоками
Электрическая бабочка: Идеальное решение для управления воздушными потоками -
 Мобильный вентилятор – Переносная вентиляция для любых условий, эффективность и удобство
Мобильный вентилятор – Переносная вентиляция для любых условий, эффективность и удобство -
 CAT R1600H
CAT R1600H -
 Главный и вспомогательный скважинный добычной вентилятор
Главный и вспомогательный скважинный добычной вентилятор -
 Вентилятор для теплицы: инновационное решение для оптимизации микроклимата в теплицах и агропредприятиях
Вентилятор для теплицы: инновационное решение для оптимизации микроклимата в теплицах и агропредприятиях -
 ICS50-B100X98-V-V-7035
ICS50-B100X98-V-V-7035 -
 Нормет РБО
Нормет РБО
Связанный поиск
Связанный поиск- Страны-лидеры по закупкам осевых дутьевых вентиляторов в Китае
- производительность вентиляторов промышленных
- Производители вспомогательных вентиляторов для подземных туннелей в Китае
- надежные-осевые-вентиляторы
- Китайские поставщики канальных вентиляторов смешанного потока
- 4-72 заводские канальные центробежные вентиляторы производители в Китае
- 4-73 Промышленный вытяжной вентилятор
- эффективные пылеуловительные вентиляторы
- вентиляционные решения для шахт
- Заводы по производству канальных вентиляторов в Китае






